
VFFS (Vertical Form Fill Seal): Choosing Films and Materials for Dry Foods
Leave a Comment
Vertical Form Fill Seal (VFFS) machines are one of the most efficient solutions for packaging dry foods. From snacks and cereals to powders and mixes, this technology forms, fills, and seals bags in a single streamlined process. To achieve the best results, choosing the right films and materials is essential. At Econo-Pak, we specialize in helping food brands make the right packaging decisions while delivering consistent quality and reliability.
Why Film Selection Matters in VFFS Packaging
The packaging film you choose directly impacts shelf life, product protection, and overall presentation. For dry food packaging, the film must maintain product freshness, resist moisture, and withstand the sealing process. Film strength and barrier properties are critical for keeping products safe from air, humidity, and contamination.
Common Film Options for Dry Foods
When packaging dry foods with VFFS machines, several types of films are commonly used:
Polypropylene (PP): Lightweight, moisture resistant, and ideal for snacks or baked goods.
Polyethylene (PE): Flexible and durable, often used as a sealing layer in laminated films.
Polyester (PET): Strong and heat resistant, often paired with other films for added protection.
Laminates: Multi-layer films that combine the strengths of different materials, offering superior barrier properties and shelf life.
Each of these films can be customized in thickness, clarity, and printability to match product and brand requirements.
Key Considerations When Choosing Materials
Selecting the right film for your dry food packaging involves more than choosing a single material. Brands must consider:
Barrier Properties: Protection against moisture, oxygen, and light.
Seal Strength: Ensures bags remain closed during shipping and handling.
Compatibility with VFFS Machines: Films must run efficiently to reduce downtime.
Sustainability Goals: Many brands now seek recyclable or eco-friendly films.
Product Visibility: Clear or windowed packaging can increase consumer appeal.
How Econo-Pak Helps You Succeed
At Econo-Pak, we understand that every product has unique packaging needs. Our experts work closely with clients to identify the best films and materials for dry foods, balancing performance, cost, and sustainability. With advanced VFFS machinery and a wide range of food packaging solutions, we deliver consistent results that keep products fresh, safe, and market ready.
We also offer procurement services, ensuring reliable sourcing of films and materials that meet your exact specifications. By partnering with Econo-Pak, you gain access to industry knowledge, certified quality standards, and packaging solutions that scale with your business.
The Right Partner for Your Packaging Needs
Choosing the right films for VFFS dry food packaging is a critical step in protecting product integrity and building consumer trust. With decades of experience, certifications like SQF Level 3, and a state-of-the-art facility, Econo-Pak is the partner that food brands trust to deliver results.
Ready to upgrade your dry food packaging? Contact Econo-Pak today and let us help you find the right films and materials for your products.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
What is the best granola and cereal co-packer?
Leave a CommentWhat is the best granola and cereal co-packer?
Granola and cereal are staple products in the dry food category, but bringing them to market successfully requires more than a great recipe. Your co-packer must ensure freshness, maintain product integrity, and offer packaging formats that appeal to both retail and club-store customers. Choosing the right granola and cereal co-packer is essential for scaling production without sacrificing quality.
Key considerations for granola and cereal co-packing
When selecting a co-packer for granola and cereal, consider the following:
Moisture control: Exposure to humidity can cause granola to clump and cereal to lose its crunch. A co-packer with controlled storage and packaging environments helps preserve freshness.
Portion consistency: Accurate weighing ensures that every bag or box meets your label claims and customer expectations.
Ingredient segregation: Many granola blends include allergens like nuts, which means you need a facility with robust allergen control and SQF Level 3 certification for food safety.
Scalability: Granola and cereal products often need to scale for retail and e-commerce channels, requiring equipment that handles both single-serve packs and club-size bag-in-box formats.
Packaging formats that work for granola and cereal
The right packaging not only protects your product but also influences its shelf appeal:
Bag-in-box: This classic format is ideal for large cereal runs, especially for retail and foodservice channels. It provides excellent product protection during shipping.
Stand-up pouches: Resealable pouches are popular for granola because they offer convenience and a premium look, making them perfect for natural and organic product lines.
Single-serve packs: Portion-controlled packs cater to on-the-go consumers and subscription box companies, making them an excellent choice for brand expansion into new markets.
Selecting a co-packer with multiple format capabilities ensures flexibility as your distribution channels grow.
How to choose the best granola and cereal co-packer
Your ideal co-packer should combine experience with innovation. Look for:
High-speed equipment: Large-volume runs require machinery capable of handling significant throughput without compromising accuracy.
Multiple packaging options: A facility that can handle pillow pouches, stand-up pouches, and bag-in-box formats gives you more market flexibility.
Advanced quality controls: SQF Level 3 certification demonstrates a commitment to food safety and process consistency.
Predictable pricing: Fixed-cost pricing models prevent budget surprises and support long-term financial planning.
Why Econo-Pak is the best choice for granola and cereal
Econo-Pak is an industry leader in co-packing dry food products, including granola and cereal. Our SQF Level 3 certified facility offers controlled environments to maintain product quality, and our 200+ packaging machines provide unmatched capacity for both small and large production runs.
We specialize in multiple packaging formats, including stand-up pouches, pillow pouches, and bag-in-box solutions for club and foodservice markets. With our fixed-cost pricing model, brands can scale confidently without worrying about fluctuating costs.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Econo-Pak Through the Generations: A Wiebel Family History in Co-Packing Innovation
Leave a CommentEcono-Pak’s story spans more than a century, starting with inventive packaging ideas and growing into one of the leading high-volume contract food packaging companies in the United States. This journey has been shaped by entrepreneurial vision, family leadership, and a dedication to innovation in food packaging.
Early beginnings: Innovation in packaging (1902–1930s)
In 1902, Charles Cook—uncle of future Econo-Pak leader Paul Wiebel—became President of Tiffany’s. He later helped fund Paul’s creation of Econo-Pak. Another uncle, Peter Randolph, entered the packaging business between 1905 and 1920, selling wooden butter packages and folding cartons around the time of World War I.
The 1920s brought a pivotal meeting between Peter Randolph and Clarence Birdseye, the inventor of frozen food. During a lunch at Luchow’s in Manhattan, a spilled candle led Peter to experiment with wax-coated surfaces. That simple moment inspired the wax-coated box, the first frozen food package for Birdseye—an innovation that changed how frozen goods were shipped.
By 1934, Peter had brought Paul’s grandfather into the business, forging relationships with international brands that continue today.
Growth through the decades (1940s–1960s)
After serving as a Navy captain during WWII, Paul’s grandfather returned to expand into folding cartons and the newly developed corrugated boxes. In the late 1950s, Paul’s father, Jules Wiebel, launched Wiebel Associates with his wife, Dorothy. From their home and later an office in White Plains, NY, they sold packaging to major food producers.
The 1960s saw another advancement: Jules developed point-of-purchase (POP) corrugated displays, helping food brands stand out in stores.
From family basement to packaging plant (1968–1979)
Paul Wiebel joined the family business in 1968, working alongside his parents in their Parsippany, NJ home—Paul and his father in the basement and garage, his mother handling calls from the kitchen. In 1977, Wiebel Associates acquired Conocraft, a display manufacturer, and opened a 4,000 sq. ft. plant in East Hanover, NJ.
By 1979, Conocraft expanded into a 15,000 sq. ft. warehouse in Pine Brook, NJ, pioneering club store packs—bulk packaging for warehouse retailers.
Entering food packaging at scale (1980s–1990s)
In the early 1980s, Conocraft invested in a Doboy Flow Wrapper, making it possible to package single-serving products for major cookie brands. In 1981, the company rebranded as Econo-Pak and became FDA-approved by 1983.
The late ’80s and ’90s marked steady growth:
1986 – Moved into a 44,000 sq. ft. facility at 1 Wiebel Plaza.
1987 – Entered the flow wrapping business.
1990 – Added bundle wrapping and shrink wrapping capabilities.
1995 – Began producing pillow pouches with vertical form fill seal machinery.
Expanding capabilities and focus (2000–2014)
In 2000, Econo-Pak began producing variety packs with large flow wrappers and tray makers. Leadership transitioned in 2007 when PJ Wiebel became CEO. By 2009, the company had shifted its focus exclusively to food product packaging.
A major milestone came in 2014 with the move to a custom-designed Milford, PA facility created by architect Myron Goldfinger. That same year, Econo-Pak earned the SQF Level 3 certification, the highest standard in food safety.
Modernizing operations (2015–2024)
From 2015 onward, Econo-Pak embraced technology to improve efficiency and product quality:
2015 – Transitioned to servo equipment.
2016 – Purchased the Milford facility and added energy-efficient, temperature-controlled ductwork.
2022 – Updated the company logo to reflect a modern brand identity.
2024 – Invested in the first robotic production line, automating physically demanding tasks.
Looking ahead
From a spilled candle in a New York restaurant to a fully automated, high-volume production floor, Econo-Pak’s history reflects a deep commitment to packaging innovation. With over a century of expertise, the company continues to evolve, embracing technology and sustainable practices to meet the future of food packaging.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Scaling Production: Transitioning from Small to Large Co-Packers
Leave a CommentAs your food brand grows, the demand for higher production volumes, increased efficiency, and expanded capabilities becomes inevitable. For many small and medium-sized food businesses, co-packers play an essential role in scaling operations, but not all co-packers are equipped to handle rapid growth.
When production requirements outgrow the capabilities of a small co-packer, transitioning to a large co-packer can offer the tools, technology, and resources necessary to sustain and accelerate growth.
Key Differences Between Small and Large Co-Packers
Choosing between a small co-packer and a large high-volume co-packer is a pivotal step in scaling your food brand. As your business grows, the right co-packing partner can help you meet rising demand, streamline production, and access major retail markets.
Understanding the differences between small co-packers and large contract food packaging companies will help you determine when it’s time to upgrade to a partner that offers the capacity, technology, and services needed to support your long-term growth.
Small co-packers
Lower volume capacity: Ideal for emerging brands and small batch production but limited in scaling to meet larger retail demand.
Hands-on approach: Often able to provide manual packaging services, making them a good fit for startups and low-volume niche products.
Basic service offerings: May only offer specific types of filling, cartoning, and other packaging services.
Simpler equipment: Use smaller-scale machinery suitable for low-volume runs but less suited for large-scale automation.
Large high-volume co-packers
High production capacity: Equipped to handle large order volumes for big-box retailers and national grocery chains.
Expanded services: Offer additional capabilities such as market diversification, contract manufacturing services such as blending, and more.
Advanced technology: Invest in automation and sophisticated machinery to increase efficiency and ensure consistent product quality.
Cost efficiency at scale: Require higher minimum commitments but deliver better economies of scale with lower per-unit costs as demand grows.
Signs It’s Time to Transition to a Large Co-Packer
Transitioning to a large co-packer isn’t a decision you make overnight. There are several telltale signs that it’s time to make the switch:
1. Increased demand:
When your existing co-packer struggles to meet the growing demand for your product, it may be time to move on. If lead times are increasing and orders are being delayed, it’s a clear sign that you’ve outgrown your current arrangement.
2. Operational efficiency:
If your co-packer can’t keep up with the speed and precision your business requires, a large co-packer may offer faster turnaround times. Larger facilities typically have optimized processes and more advanced technology to support higher production speeds while maintaining product consistency.
3. Compliance and certifications:
Large co-packers often maintain a wide range of food safety certifications, such as SQF (Safe Quality Food), organic and kosher certifications, and more. As you expand into larger markets, having a partner with the necessary certifications can help ensure you meet the regulatory requirements of larger retailers.
4. Entering new markets:
If you’re looking to sell your product in major retailers like Costco, Walmart, or national grocery chains, large co-packers are often better suited for this type of scaling. They have experience in meeting the requirements of these retailers, including the ability to handle bulk shipments and ensure that products meet stringent quality standards.
Evaluating Large Co-Packers for Your Brand
Choosing the right large co-packer is a critical decision that can directly impact your brand’s success. Start by researching their reputation and track record, focusing on whether they’ve worked with products that share your production, storage, or compliance requirements. Ask for references or testimonials to validate their industry standing.
Next, consider their capacity for growth. Even if they can handle your current production levels, you need assurance they can scale with you as demand increases. Be upfront about your growth goals and confirm they have the space, equipment, and resources to match your trajectory.
Pricing transparency is another key factor. Some co-packers offer fixed-cost pricing to simplify budgeting and avoid surprises, while others rely on variable cost models that may offer flexibility but risk unpredictable expenses.
Technology should also play a major role in your evaluation. Co-packers with automation, custom packaging solutions, and advanced quality control systems can maintain consistency and efficiency as your volumes grow.
Finally, prioritize customer support and communication. Large operations can be complex, so it’s essential to work with a co-packer that offers clear communication protocols, dedicated account managers, and project management support to keep your production on track and your brand a priority.
Steps to Smoothly Transition to a Large Co-Packer
Transitioning to a large co-packer can be a complex process, but with the right steps in place, you can ensure it goes smoothly:
1. Plan the transition early:
Start preparing for the switch long before it becomes absolutely necessary. A last-minute transition can lead to production delays, miscommunication, and even supply chain disruptions. Build in plenty of time for onboarding the new co-packer and testing their processes.
2. Audit your current operations:
Before making the switch, take the time to document your current production processes, volumes, and quality standards. Share this detailed information with your new co-packer so they can understand your expectations and any unique requirements of your product.
3. Build strong partnerships:
Treat your new co-packer as a partner, not just a service provider. Establish clear expectations, be transparent about your growth goals, and make sure both sides are aligned on timelines and performance metrics. A strong working relationship is key to long-term success.
4. Monitor the first production runs:
During the first few production cycles, closely monitor product quality, production timelines, and communication. If any issues arise, address them immediately with your co-packer to ensure that they can be resolved before full-scale production ramps up.
Position Your Brand for Continued Success
Scaling your production from a small to a large co-packer is a significant step that can position your brand for long-term success. As demand for your product grows, partnering with a larger co-packer can provide the capacity, technology, and support needed to meet customer expectations and enter new markets. However, ensuring that you choose the right co-packer and manage the transition carefully is essential for a smooth process.
By evaluating your options and planning thoroughly, you can make the transition confidently and set your brand up for continued growth.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Why Food Brands Use Different Oils to Season Their Products
Leave a CommentThe type of oil used to season a product can have just as much impact as the seasoning blend itself. While traditional oils like canola, soybean, and palm have long been the industry standard, more brands are now turning to alternative oils—like avocado oil—to meet evolving consumer preferences.
Whether you’re creating indulgent snacks or aiming for a better-for-you product line, the choice of oil plays a central role in product development, flavor, shelf life, and market appeal.
The shift toward better-for-you oils
Over the past year, demand for healthier oils has grown significantly. As consumers scrutinize ingredient lists and seek out snacks with clean labels, the oil used for seasoning has become a focal point. Avocado oil, in particular, is gaining popularity for its perceived health benefits, such as a high smoke point, heart-healthy monounsaturated fats, and minimal processing.
This shift isn’t limited to niche markets. Large CPG brands and challenger brands alike are reformulating SKUs to replace conventional oils with options like avocado, sunflower, or olive oil. These better-for-you oils often help position snacks as natural, premium, or clean-label—making them more attractive in health food stores, wellness-focused online shops, and club stores like Costco that feature product callouts on front-of-pack labeling.
In this way, oil selection becomes a marketing decision as much as a formulation one.
Oil isn’t just a carrier—it’s a key flavor enhancer
Oil serves a dual role in snack seasoning. Not only does it help seasoning stick to the product surface (whether it’s chips, crackers, or pretzels), but it also contributes to the mouthfeel and taste. Different oils offer distinct sensory experiences
Avocado oil adds a light, buttery flavor and supports a health-forward product positioning.
Sunflower oil is clean and neutral, letting bold seasonings like barbecue or dill pickle shine through.
Olive oil adds a fruity, savory note and works well with Mediterranean-style or gourmet snack flavors.
Oils also play a critical role in how seasoning adheres to the product. Without the right oil-to-seasoning ratio and application technique, seasoning can fall off in the bag, leading to an uneven eating experience and lower perceived quality. That’s why it’s important for food brands to work with a co-packer who understands the functional differences between oil types.

Tailoring oil choice to your product goals
Different snacks require different oil characteristics, depending on the end goal:
Flavor-first products may benefit from oils that enhance or complement bold seasonings.
Health-conscious SKUs often prioritize oils with a better fatty acid profile, lower processing, or non-GMO sourcing.
Shelf-stable items require oils that resist oxidation to maintain freshness and appearance over time.
Cost-sensitive SKUs may stick with traditional oils but explore blends or minimal application to control spend.
Some brands even offer oil-specific product lines—like “avocado oil chips” versus “classic kettle chips”—to cater to multiple audiences and price points. The versatility of oil application allows you to segment your offering based on customer needs and retail channel.
Sustainability and sourcing: a growing concern
Consumers today are more aware of not just what ingredients go into their snacks, but how those ingredients are sourced. Conventional oils like palm and soybean are often associated with deforestation, heavy pesticide use, or GMO production. While some brands still use these oils due to cost-effectiveness, others are switching to more sustainable alternatives to align with ESG goals.
Better-for-you oils such as organic sunflower, high-oleic safflower, and avocado oil are now being marketed as “sustainably sourced,” “non-GMO,” or “cold-pressed.” These claims resonate with buyers who are looking to make environmentally conscious choices.
Working with a co-packer who understands the nuances of sourcing and labeling oils appropriately ensures your product can carry those sustainability claims without risk.
The co-packing advantage: scaling with specialty oils
Applying oil to snacks at scale may sound simple, but it’s a precise operation—especially when working with premium or sensitive oils like avocado oil. These oils may require specific temperature controls, handling procedures, or regulatory documentation to preserve their quality and avoid degradation.
At Econo-Pak, we’re equipped to handle both conventional and specialty oils in high-volume production runs. Our dedicated seasoning lines are designed to:
Evenly apply oil and seasoning to a wide variety of dry food formats
Maintain product integrity and texture throughout the process
Prevent flavor transfer between products with rigorous cleaning procedures
Meet food safety and quality assurance standards with full traceability
We routinely season products such as chips, pretzels, puffed snacks, crackers, and rice-based snacks using oil-and-dry-blend methods. Our team can help test oil types, optimize run speeds, and recommend seasoning approaches that improve product adhesion and consistency.
Whether you’re looking to reformulate an existing product or launch a new line featuring avocado oil or other health-conscious ingredients, we offer the technical expertise and scalable capacity to help you bring it to market quickly and efficiently.
Explore our full seasoning capabilities to learn how we can support your next product run.
Why seasoning flexibility matters in a changing market
The snack industry is evolving rapidly. Retailers are asking for cleaner labels. Shoppers are reading the backs of packages. And brands are under pressure to differentiate themselves in crowded categories.
In this environment, flexibility matters. Brands need a co-packer who can:
Adjust to changing oil preferences and regulatory requirements
Scale production up or down without compromising consistency
Provide insights into seasoning trends and consumer expectations
Collaborate on pilot runs and R&D for emerging oil types
That’s where Econo-Pak stands out. We work with food brands that need more than just a production line—we act as a true partner in product development, packaging, and scaling.
Oil choice is brand choice
The oil you choose for seasoning your snacks is more than a technical detail—it’s a strategic brand decision. As consumer demand continues to grow for better-for-you products, oils like avocado oil are becoming essential to standing out on the shelf and meeting modern expectations.
At Econo-Pak, we’re proud to help brands bring those products to life. From sourcing and seasoning to packaging and scaling, our team is here to support your growth—whether you’re entering a new channel or expanding an existing line.
Explore our contract food manufacturing services to see how we can season your snacks for success.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Red Flag: When your co-packer asks you to pay for their equipment
Leave a CommentIf your co-packer needs you to foot the bill for their machinery, that’s not a partner—it’s a red flag.
When you’re scaling a food product, working with the right co-packer can unlock growth, simplify operations, and help you break into major markets. But not all co-packers operate the same way. One of the biggest warning signs? Being asked to fund equipment just to get started.
Whether they frame it as “customization” or “shared investment,” this approach often shifts long-term risk onto your shoulders. And that can slow your momentum, drain your budget, and leave you stuck with a setup that only works for one product.
Why this is a red flag
Co-packing is supposed to make production easier—not more expensive. If a facility can’t run your format without a large upfront capital investment from you, it’s worth asking why:
Are they overpromising what they can do?
Are they financially stable?
Will you be tied to one piece of equipment that can’t scale?
In many cases, the equipment you help pay for isn’t even yours. You’re left funding a buildout that may not serve you long-term, especially if your volumes change or your product line evolves.
What a true co-packing partner looks like
At Econo-Pak, we believe a co-packing relationship should feel like an extension of your operations—not a rental agreement.
That’s why we don’t ask clients to front capital for equipment. Instead, we invest in developing efficient, scalable production lines that meet your specific packaging and throughput needs. If automation is needed, we work with our network of equipment partners to find solutions that fit your product—and we absorb that investment.
It’s part of our fixed-cost pricing model, designed to help you scale with confidence and budget predictably.
Questions to ask when evaluating a co-packer:
Do you require brands to pay for machinery or tooling?
What formats can you run today—and what would require modification?
Who owns the equipment once it’s installed?
If my product mix changes, how flexible is your setup?
The right partner is already built to grow with you
Choosing a co-packer is one of the most important decisions a food brand can make. Don’t let sunk costs and shared CAPEX commitments tie you to the wrong one.
Look for a partner that’s invested in your product from day one—without asking you to fund the infrastructure yourself.
Econo-Pak can help you scale with our:
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Food Allergen Management in Co-Packing Operations
Leave a CommentManaging food allergens is a critical component of every successful co-packing operation. With the growing demand for allergen-free and clean-label products, food brands rely on their contract manufacturers to uphold strict allergen management protocols that protect consumers and maintain brand integrity.
Why allergen management matters in co-packing operations
Cross-contact risks are heightened in large-scale co-packing facilities where a variety of food products—many with common allergens—are processed and packaged on shared lines. Without rigorous allergen controls in place, even trace amounts of an allergen can trigger severe reactions in sensitive individuals, leading to costly recalls and reputational damage.
Food brands looking to expand into new markets must prioritize working with a co-packer experienced in allergen management to meet regulatory requirements and maintain customer trust.
Best practices for allergen management in co-packing facilities
Effective allergen management in co-packing operations starts with detailed planning and oversight throughout every stage of production. Key practices include:
1. Allergen identification and segregation
Co-packers must maintain an updated allergen list and clearly identify all raw materials containing major allergens such as peanuts, tree nuts, dairy, soy, wheat, eggs, fish, and shellfish. Proper storage and physical separation help prevent cross-contact.
2. Production scheduling and line changeover procedures
Strategic scheduling ensures that allergen-containing products are run separately or after allergen-free items when possible. Thorough cleaning and validated changeover protocols are essential to minimize allergen residue between production runs.
3. Dedicated allergen management training
Every employee involved in production, quality assurance, and sanitation receives ongoing allergen training. This reinforces the importance of handling allergenic materials carefully and following established procedures.
4. Label accuracy and verification
Accurate labeling is critical to allergen management. Co-packers must verify that the correct allergen statements appear on every finished package and that ingredient changes triggering allergen updates are communicated promptly.
5. Continuous monitoring and documentation
Routine inspections, allergen swabbing, and third-party audits help maintain allergen control standards. Co-packers should document every step of their allergen management program to provide traceability and demonstrate compliance.

Choosing a co-packer with strong allergen controls
Not every co-packing facility is equipped to handle products with complex allergen requirements. Food brands should seek a partner with:
- Comprehensive allergen management programs
- Third-party food safety certifications
- Dedicated quality assurance teams
- Experience handling products with and without allergens
At Econo-Pak, allergen management is a cornerstone of our co-packing operations. Our team works closely with clients to protect their brand and ensure the safe production of allergen-sensitive products. We help clients navigate allergen requirements, from product intake through final packaging, with processes designed to reduce risk at every step.
How effective allergen management protects your brand
As the demand for transparency and allergen-friendly products continues to grow, food brands need a trusted co-packing partner with proven allergen management expertise. Investing in the right co-packer protects your customers, prevents costly recalls, and positions your brand for success in highly competitive markets.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Retail Co-Packing 101: What Food Brands Need to Know to Succeed in Retail
Comments Off on Retail Co-Packing 101: What Food Brands Need to Know to Succeed in RetailEntering the retail space for the first time can be a daunting task. The complexities of retail packaging, co-packing services, and maintaining quality standards can be overwhelming.
This is where retail co-packers come into play. Co-packers offer a range of services, from packaging design to production and logistics. They help businesses maintain efficiency and affordability, crucial factors for any company entering retail.
But understanding the nuances of co-packing and co-manufacturing processes is not always straightforward. It requires a deep dive into the industry’s intricacies and a clear understanding of your product’s specific needs.
This article aims to guide packaging managers, CPG start-up CEOs, and contract manufacturing managers through these complexities. It provides a comprehensive understanding of retail packaging strategies, co-packing services, and custom retail packaging.
We will explore the role of retail co-packers, the benefits they offer, and how to choose the right one for your needs. We will also delve into the importance of maintaining quality, efficiency, and affordability in your retail packaging strategy.
So, whether you’re a seasoned professional or a newcomer to the industry, this guide will provide valuable insights to help you navigate the world of retail co-packing. Let’s embark on this journey together.
Table of Contents
Understanding Retail Co-Packers and Their Role
A retail co-packer serves as a bridge between production and retail shelves. Their expertise lies in packaging products efficiently while adhering to industry standards. Co-packers help businesses convert raw materials into retail-ready packages, streamlining the journey from factory to customer.
Key roles of retail co-packers include:
- Ensuring product quality and consistency
- Offering custom retail packaging solutions
- Managing logistics and supply chain efficiencies
Retail co-packers not only package products but also play a vital role in strategizing packaging. They consider market demands and consumer trends, ensuring your product stands out in the retail market.
Moreover, retail co-packers are instrumental for businesses lacking in-house packaging capabilities. Their services allow companies to focus on their core competencies without worrying about packaging logistics. This division of labor results in increased efficiency across the board.
In selecting a co-packer, businesses should consider factors such as scalability, cost efficiency, and alignment with brand values. A good co-packer can make a significant difference in successfully entering the retail market. They not only fulfill packaging needs but also enhance brand perception.
Defining a Retail Co-Packer
A retail co-packer is a specialized packaging partner for retail companies. They focus on transforming bulk products into consumer-ready packages. Their role is pivotal in achieving efficient, scalable operations for companies entering retail.
Unlike traditional manufacturers, co-packers do not alter the product itself. Instead, they provide custom retail packaging solutions that align with business branding. This service is valuable for businesses looking to create a strong market presence without investing heavily in packaging infrastructure.
Retail co-packers bring expertise in packaging design, production, and material selection. They work closely with businesses to ensure packaging meets both practical and aesthetic needs. By collaborating with a co-packer, businesses access this expertise, enhancing their position in the retail landscape.
The Difference Between Co-Packing and Co-Manufacturing
Co-packing and co-manufacturing serve distinct yet complementary roles in supply chains. Co-packing focuses on packaging products, while co-manufacturing involves the actual product creation. Understanding these differences is essential for businesses looking to enter retail effectively.
Co-manufacturers handle the production of goods, including ingredient sourcing and processing. They deliver finished products ready for final packaging. Meanwhile, co-packers take these finished products and focus on packaging them in a way that appeals to consumers and retailers.
Retail co-packers provide specialized packaging services, ensuring the end product is market-ready. They focus on packaging aesthetics, functionality, and compliance. Co-manufacturers, however, emphasize producing quality goods that meet formulation specifications. Each plays a critical role in the seamless flow from production to retail.
The Importance of Co-Packers for New Retail Entrants
For businesses venturing into retail, co-packers provide invaluable support. They offer an existing infrastructure tailored to mass production needs. This support ensures products meet retail standards without excess capital investment from the business.
Co-packers leverage their industry expertise to streamline the packaging process. This enables businesses to maintain focus on their core activities, such as product development and marketing. With the right partner, companies can quickly adapt to market demands and trends.
A strategic retail packaging strategy is critical for capturing consumer attention. Co-packers understand the nuances of packaging design, functionality, and regulations. They provide businesses with solutions that ensure shelf visibility and compliance, boosting their retail success.
Moreover, co-packers help businesses navigate the complexities of the retail supply chain. They offer logistical support, such as inventory management and distribution, which can be particularly challenging for newcomers. This support helps ensure smooth operations from production to store shelves.
In a competitive retail landscape, efficient operations are key. Co-packers bring the experience and resources to make this possible. They ensure that new entrants can keep up with seasoned competitors without compromising quality or brand integrity.
Maintaining Quality Standards
Quality is a non-negotiable component of retail success. Co-packers play a pivotal role in ensuring products meet the required quality standards. Their facilities are equipped with state-of-the-art technology to maintain consistency.
They implement strict quality control processes at every stage of packaging. This ensures that each product adheres to both industry and brand specifications. Partnering with a co-packer thus safeguards your brand’s reputation, ensuring reliable quality in every unit delivered to retail shelves.
Enhancing Efficiency and Affordability
Efficiency is vital for any retail operation. Co-packers specialize in streamlined processes that maximize productivity. Their experience allows for quick turnaround times, crucial for meeting tight retail timelines.
Additionally, co-packers offer scalable solutions that accommodate fluctuating demand. This flexibility is critical for seasonal spikes or product launches. Businesses can scale up or down without bearing the associated costs of maintaining idle capacity.
Affordability is another advantage of using co-packing services. These partners provide economies of scale unavailable to most new entrants. Businesses benefit from reduced costs per unit, achieving competitive pricing in the retail market. This cost efficiency, coupled with high-quality outputs, establishes co-packers as vital partners in retail success.
Crafting a Retail Packaging Strategy with a Co-Packer
Creating an effective retail packaging strategy requires deep understanding and planning. Partnering with a co-packer can greatly simplify this process. Their expertise is invaluable for aligning packaging with brand identity and consumer expectations.
One must first consider the target audience. Co-packers help identify what appeals to your market segment. They understand the subtleties of design elements like color, size, and texture. These aspects influence consumer purchasing decisions, making them crucial to strategy.
Moreover, co-packers are adept at navigating regulatory requirements. Each industry has specific guidelines that packaging must comply with to avoid legal pitfalls. Expert partners ensure compliance, allowing you to concentrate on product development.
Efficiency goes hand-in-hand with strategy. Co-packers streamline packaging processes, significantly reducing production time. This efficiency helps meet tight retail deadlines and allows quick adaptation to market shifts.
Working with co-packers also opens doors to innovative packaging solutions. These can enhance product functionality and appeal. Innovations in material, design, and technology are regularly introduced to keep packaging fresh and appealing.
Ultimately, the goal is to create a package that resonates with consumers and enhances brand presence. Co-packers provide the resources and knowledge to make that vision a reality, ensuring your product stands out in competitive retail environments.
Key Considerations in Choosing a Retail Co-Packer
Selecting the right retail co-packer involves careful evaluation. The first consideration is their industry experience. A proven track record assures quality outcomes and reliability.
Next, assess their capacity for scalability. Your business must adapt to demand changes promptly. Co-packers with scalable solutions can accommodate this growth without service compromise.
Additionally, consider the technological capabilities of the co-packer. Modern equipment and processes can significantly enhance production efficiency and quality. Thorough due diligence in these areas ensures alignment with your business goals and strategy.
The Role of Custom Retail Packaging in Brand Differentiation
Custom retail packaging is a powerful tool for brand differentiation. It communicates your brand message directly to consumers. Every design aspect speaks volumes about your brand’s values and essence.
Unique packaging designs capture consumer interest. They make your product memorable, encouraging repeat purchases and brand loyalty. It’s not just about aesthetics; functionality plays a critical role too.
Thoughtful packaging design enhances the user experience. Easy-open features, resealability, or eco-friendly materials can set your product apart. Partnering with a co-packer who understands these nuances is essential for leveraging custom packaging effectively.
These elements ensure that your product not only stands out on the shelf but also delivers value to your consumers, fostering a positive brand relationship.
Transitioning to Co-Packing Services
Shifting from in-house production to co-packing services can be daunting. However, it’s a strategic move that offers various benefits. Understanding how to manage this transition is crucial for success.
The process requires a thorough evaluation of your current production capabilities. Identify gaps that co-packing can fill. Analyze which operations would benefit most from outsourcing to improve quality and efficiency.
Communication with potential co-packers is vital. Lay out your expectations and requirements clearly. This dialogue ensures that both parties are aligned and can deliver on the agreed objectives.
Selecting the right partner is the next step. Look for a co-packer whose strengths complement your needs. A partner with industry knowledge and innovative capabilities can elevate your product offering.
Finally, monitor and evaluate the co-packing process regularly. This oversight helps maintain quality standards and ensures that the partnership remains beneficial. Continuous improvement is key to achieving optimal results in your co-packing endeavors.
The Process of Moving from In-House to Outsourced Production
Transitioning to outsourced production involves several key stages. Begin by assessing your product’s specific requirements. Determine which areas of production are best suited for co-packing.
Next, conduct thorough research to identify potential co-packers. Evaluate them based on their experience, capacity, and technological capabilities. Review case studies or client testimonials to gauge their track record.
Once you’ve chosen a partner, establish clear communication channels. This includes setting expectations regarding quality, timelines, and costs. Effective communication is essential to ensure that your vision is brought to life without compromise.
Understanding Co-Packing Costs and Scalability
Understanding the cost structure of co-packing is essential. Costs can vary based on factors like production volume, packaging complexity, and material choice. It’s critical to evaluate these variables to manage budgets effectively.
Scalability is another important consideration. Your chosen co-packer should be capable of adjusting production levels to meet demand fluctuations. This flexibility ensures that your business can grow without facing logistical constraints, allowing for smooth scaling as your market presence expands.
Effective Communication and Negotiation with Co-Packers
Building a successful relationship with a co-packer hinges on effective communication. It involves more than just exchanging information. It’s about establishing a mutual understanding and shared objectives.
Start by setting clear, achievable goals. Define what success looks like for both parties. Ensure that these objectives are communicated early on to avoid misunderstandings later.
Regular meetings are critical. They provide opportunities to discuss progress, address issues, and adapt strategies as needed. Being proactive in communication helps keep projects on track.
Transparency is key to building trust. Share necessary data and insights openly. This openness encourages your co-packer to reciprocate, leading to a more collaborative partnership.
Finally, be receptive to feedback. Your co-packer may offer valuable insights based on their expertise. Considering their input can lead to improved processes and outcomes.
Strategies for Clear and Productive Co-Packer Relationships
To foster productive co-packer relationships, clarity is essential. Begin by outlining all project specifics in detail. This includes timelines, quality standards, and volume expectations.
Consistency in communication helps maintain alignment. Choose reliable communication channels and stick to them. Whether via email or regular meetings, consistency prevents miscommunications.
Adaptability is also crucial. The ability to adjust to changes in the market or production requirements strengthens collaboration. It ensures that both parties can respond to new challenges effectively.
Tips for Negotiating Co-Packing Contracts
Negotiating co-packing contracts requires attention to detail. Firstly, ensure all terms are explicitly stated. This reduces ambiguity and potential disputes down the line.
Additionally, focus on building a fair agreement. Both parties should benefit from the contract terms. Fairness fosters a long-term, positive relationship, aligning mutual interests for sustained success.
Leveraging Co-Packing for Market Testing and Product Launches
Co-packers play a pivotal role in market testing. Their expertise allows businesses to introduce products with confidence. They ensure that packaging aligns with consumer expectations and stands out on retail shelves.
For startups, using a co-packer can mitigate risks. They provide the flexibility to produce smaller batches. This enables testing different packaging designs or product variations without a large upfront investment.
Product launches also benefit significantly from co-packing services. Co-packers facilitate a streamlined production process. Their established networks and expertise ensure that products reach the market quickly and efficiently.
Co-packers can also handle fluctuations in demand. During a launch, unexpected demand spikes may occur. With a reliable co-packer, scaling production up or down becomes manageable, ensuring timely fulfillment.
The Role of Co-Packers in Inventory and Logistics Management
Inventory management is a crucial aspect of successful retail operations. Co-packers can help optimize this process. They provide insights into stock levels and manage supply chain complexities.
Logistics management is another area where co-packers excel. Their established distribution channels and expertise ensure efficient product flow. This results in reduced lead times and improved delivery accuracy.
Value-Added Services and Turnkey Solutions
Co-packers offer more than just packaging; many provide value-added services that enhance product appeal. These can include graphic design support, labeling solutions, or even assistance with regulatory compliance.
Turnkey solutions simplify the production process. A single partner manages all aspects, from sourcing materials to final packaging. This comprehensive approach saves time, reduces complexity, and allows businesses to focus on growth.
Ensuring Success with Your Retail Co-Packer
Success in co-packing partnerships hinges on strong collaboration. Establishing a clear line of communication with your co-packer is key. This ensures alignment on goals and expectations from the outset.
Prioritize transparency in all dealings. Open discussions about production capabilities and limitations prevent misunderstandings. Clarity fosters trust, which is vital for a successful partnership.
Quality assurance cannot be overlooked. Implement robust checks at various production stages. Ensuring product quality aligns with brand standards is paramount for retail success.
Timeliness is another crucial factor. Meeting deadlines affects the entire supply chain. Effective scheduling and proactive planning help keep timelines on track.
Scalability should also be factored into your strategy. As demand grows, your co-packer should be equipped to scale accordingly. This requires a detailed understanding of production processes and capacity.
Regularly review the partnership to identify areas for improvement. Maintaining a feedback loop allows for continuous enhancement of the relationship. Celebrate successes and address any challenges collaboratively for mutual growth.
Quality Assurance and Meeting Deadlines
Quality assurance is fundamental to any co-packing relationship. Your co-packer should have stringent quality control measures. Inspect samples at different stages to ensure consistency and adherence to standards.
Meeting deadlines is equally critical. Timelines must be clear and realistic from the start. Collaboration with your co-packer in planning production schedules ensures timely delivery, maintaining retail supply chain flow.
Managing Multiple Projects and Vendor Relationships
Handling multiple projects requires strategic oversight. Centralizing communication through a single point of contact can streamline processes. This approach prevents miscommunication and ensures consistency across projects.
Maintaining vendor relationships is as important. Regular updates and open dialogue with all vendors foster a positive environment. This helps identify potential issues early and addresses them proactively.
Measuring the Success of Co-Packing Partnerships
Evaluating the success of co-packing partnerships involves several factors. Regularly assess production efficiency and quality metrics. These indicators provide insights into the partnership’s operational effectiveness.
Feedback mechanisms are valuable in performance evaluation. Gathering input from all stakeholders highlights areas of strength and needed improvements. Use this information to refine processes, enhancing the partnership over time.
Navigating the retail landscape is complex, but partnering with the right co-packer can make all the difference. From packaging design and production to inventory management and logistics support, co-packers help brands streamline their operations and meet retail standards.
Econo-Pak specializes in high-volume dry food packaging, offering turnkey co-packing solutions that help brands scale efficiently and enter new markets with confidence. With decades of experience, robust quality control systems, and the capacity to handle complex projects, Econo-Pak is ready to support your retail expansion.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
The Smart Way to Manage Airline Co-Packing, Imports, and Tariff Challenges
Comments Off on The Smart Way to Manage Airline Co-Packing, Imports, and Tariff ChallengesSupply chains have become increasingly complex. Food brands must stay ahead of shifting regulations, evolving import strategies, and airline-specific requirements. At Econo-Pak, we offer turnkey co-packing and contract manufacturing solutions that help brands navigate these challenges efficiently.
From airline packaging compliance to mitigating tariff impacts through U.S.-based final packaging, our expertise ensures smooth operations for food brands looking to scale.
Airline-Approved Co-Packing: Meeting Strict Standards
The airline industry has stringent requirements for food packaging, from oxygen level testing to specific pack-out configurations. Econo-Pak is already audited and approved by major airlines, making it easier for food brands to integrate their products into in-flight offerings.
- Regulatory compliance: We meet FDA and airline-specific standards, ensuring all packaged goods pass necessary audits.
- Flexible packaging options: Whether airlines require inflated or deflated bags, air gas flushing, or modified atmosphere packaging (MAP), we can handle it.
- High-output capabilities: Our automated production lines efficiently meet high-volume airline demands.
For food brands looking to secure airline distribution, working with an airline-approved co-packer like Econo-Pak eliminates the guesswork and speeds up market entry.
Mitigating Tariff Impacts: Importing Bulk, Packaging in the U.S.
Changing tariffs have made importing finished packaged goods more expensive, leading many brands to ship bulk ingredients and complete packaging domestically. Econo-Pak provides a cost-effective solution for brands looking to avoid excessive duties while maintaining international sourcing.
- Bulk unloading & inventory management: We can receive shipments from multiple 40-foot high cube containers, inventory raw materials, and manage traceability.
- Testing & certification: Imported goods often require additional testing—our team ensures all products meet U.S. regulatory and quality standards.
- Efficient final packaging: Whether products need date coding, UPC labeling, or pack-out customization, we handle the final packaging domestically to help brands optimize costs.
By leveraging this strategy, brands can lower tariff costs while ensuring their products meet U.S. compliance and distribution requirements.

Optimizing Import Strategies: Multi-Channel Distribution
For brands that import pre-packaged goods, Econo-Pak also offers solutions to optimize distribution. Many importers maximize efficiency by shipping full containers of identical products but then need to reconfigure pack-outs for different retail channels.
- Channel-specific packaging: We create custom pack-outs for Walmart, dollar chains, convenience stores, and more.
- GS1 & ASN management: We handle barcode labeling and tracking for seamless retailer integration.
- Direct-to-retail distribution: We coordinate outbound logistics to ensure products reach multiple sales channels efficiently.
This approach allows brands to retain cost-effective overseas production while customizing products for varied retail requirements in the U.S.
Partner with Econo-Pak for Scalable Solutions
Whether you’re navigating airline compliance, tariff challenges, or multi-channel distribution, Econo-Pak is equipped to handle high-volume, complex packaging needs. Our turnkey contract packaging solutions provide a seamless way to streamline supply chains, reduce costs, and accelerate growth.
Looking for a strategic co-packing partner to help optimize your import and airline packaging strategies? Contact Econo-Pak today to discuss how we can support your brand.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
The Unstoppable Growth of Contract Food Packaging and Private Labeling
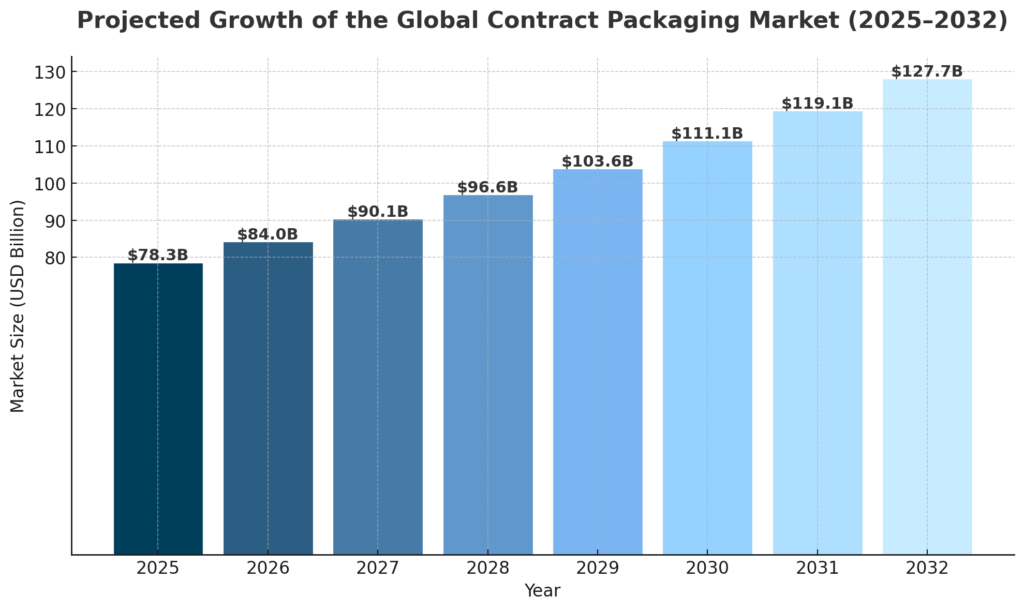
Comments Off on The Unstoppable Growth of Contract Food Packaging and Private LabelingThe food industry is evolving at record speed, and contract food packaging has become essential for brands looking to stay ahead. With shifting consumer preferences, rising sustainability demands, and new retail opportunities, packaging isn’t just about protecting a product—it’s a strategic tool that can drive growth and increase market share.
Consider this: the global contract packaging market is projected to reach $117 billion by 2030, growing at a 7% CAGR, as more companies lean on experts to streamline operations and reduce costs.

For brands searching for “food co packer near me” or exploring private label packaging to break into new markets, understanding the latest innovations can give you a competitive edge.
In this article, we’ll break down how to choose the right partner, key differences between co-packing and co-manufacturing, and what’s trending in packaging technology—all with insights designed for packaging managers, startup CEOs, and contract manufacturing leaders.
What is contract food packaging?
Contract food packaging is the behind-the-scenes hero of the supply chain, allowing brands to outsource their packaging processes so they can focus on scaling, marketing, and product development.
By working with a contract packager, companies benefit from:
- Flexible production runs
- Reduced capital investment in packaging automation and machinery
- Expertise in regulatory compliance
- Faster speed to market
And with over 50% of CPG companies now outsourcing part of their packaging operations, it’s clear that scalability and cost efficiency are driving adoption across the industry.
Co-packing vs. co-manufacturing: What’s the difference?
For anyone looking into “co packers near me,” it’s important to understand the distinction:
While co-packing is ideal if you have a finished product that needs packaging, co-manufacturing is perfect if you need help producing the product itself from raw ingredients to final packaging.
Why private label packaging is a growth strategy
Private label packaging is booming. Private label food sales hit $271 billion in 2024, up 14% from 2023, in the U.S. alone, driven by consumers seeking quality at a better price. For brands, private label packaging is more than just slapping a name on a product—it’s about crafting a unique identity and standing out on crowded shelves.
Benefits of private label packaging include:
- Customizable designs that align with brand values
- Sustainable material options to appeal to eco-conscious buyers
- Faster entry into new retail spaces, like club stores and convenience chains
The role of automation and robotics in contract packaging
Automation is no longer a luxury; it’s the standard to achieve high-volume production with maximum efficiency. In contract food packaging, automation delivers:
- Precision and consistency in every run
- Real-time quality control
- Scalability for high-volume demand
As product demand fluctuates, automated lines help businesses stay nimble without sacrificing quality.
Why location matters when searching for “food co packer near me”
Looking for “co packers near me” isn’t just about convenience—it’s a strategic move. A local food co packer helps reduce freight costs and speed up delivery timelines, which is crucial when 58% of consumers have paid more for faster delivery, with most having paid extra for next-day (69%) and same-day delivery (61%).
Regional packers also understand local regulations, climate considerations, and retailer preferences, making them valuable partners for expanding into specific markets.
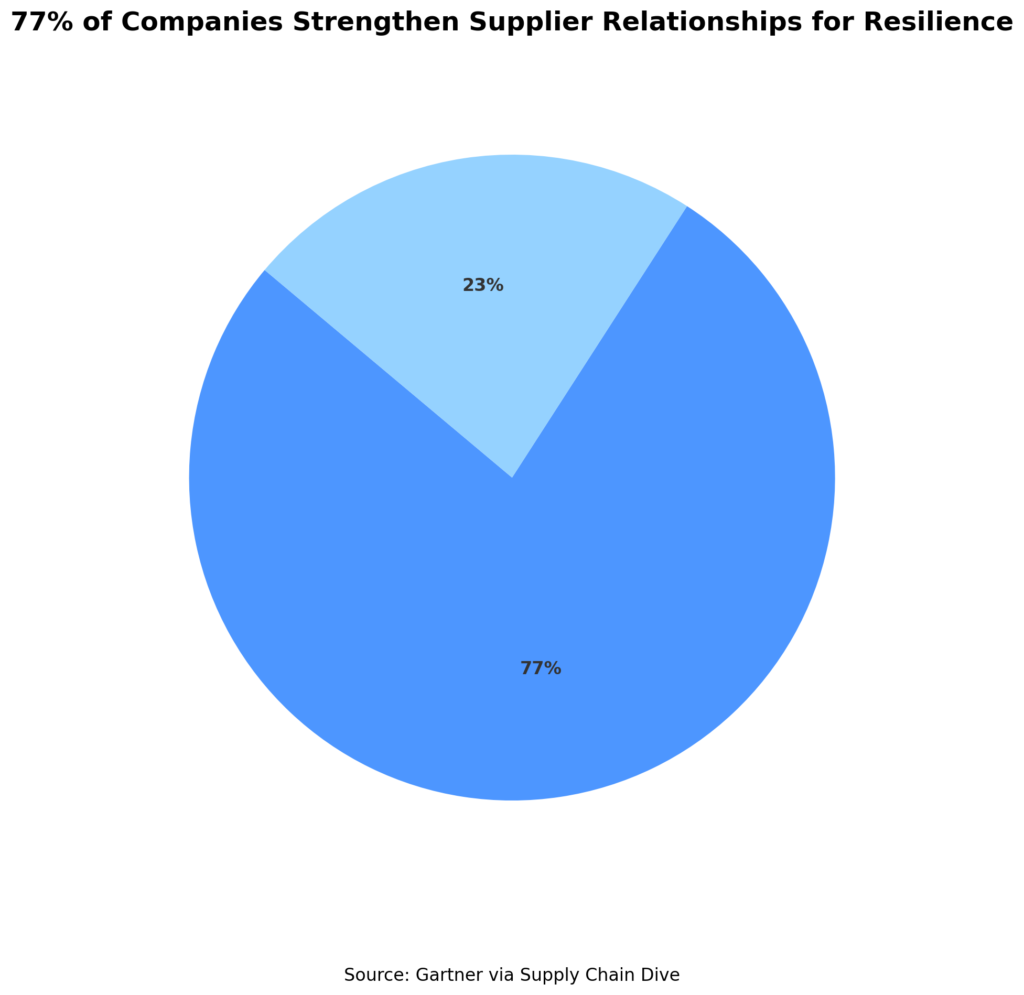
Turnkey contract packaging: One partner, total support
Brands are increasingly turning to turnkey contract food packaging partners that handle everything from sourcing materials to final distribution. In fact, 77% of companies are investing in deeper and more collaborative supplier relationships to enhance resilience and agility.
Turnkey services offer:
- A dedicated team to your project
- Material sourcing
- Blending, seasoning, and grinding services
- Packaging, warehousing, and shipping
The result? Simpler project management and faster go-to-market timelines.
The future of contract packaging
Sustainability, technology, and flexibility are driving the next wave of innovations in contract packaging:
🔹 Smart packaging with QR codes for traceability
🔹 Biodegradable films to meet eco goals (with 60% of consumers preferring recyclable packaging)
🔹 Digital printing for hyper-personalized product runs
By staying ahead of these trends and partnering with experienced co-packers, brands can future-proof their operations and capitalize on shifting market demands.
Why choose Econo-Pak as your private label co-packer?
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.