
What Business Goals Can a Co Packer Help You Achieve?
Comments Off on What Business Goals Can a Co Packer Help You Achieve?
Partnering with a co packer is one of the smartest moves a growing food brand can make. Whether your focus is scale, cost savings, or specialty production, the right partner helps you move faster and operate more efficiently.
Scale Without the Stress
As demand grows, expanding in house can become expensive and time consuming. A co packer gives you immediate access to production lines, trained teams, and reliable capacity. This keeps your brand flexible and ready for growth without large investments.
Reduce Costs and Improve Efficiency
A co packer lowers operational costs by handling equipment, labor, maintenance, and facility needs. This creates a more efficient production environment and frees up resources for marketing, product development, and new opportunities. Here at Econo-Pak we offer a fixed cost solution.
Support Specialty and Complex Production
Some products require expertise, certifications, or equipment that can be challenging to build internally. A strong co packer brings experience with specialty formats, strict food safety programs, and complex production needs that protect your brand. In addition, we invest in you. We invest in new machinery for your project without asking for any Cap x.
Speed Up Your Timeline
Launching new SKUs and entering new channels requires speed. A co packer shortens timelines with ready to run lines, fast changeovers, and smooth workflows that help you reach shelves sooner. Because all of our machinery is high speed and automated, we specialize in high volume projects.
Strengthen Quality
A reliable co packer maintains consistent quality checks and food safety controls, helping protect your brand reputation with every run. Econo-Pak is an SQF Level 3, FDA-approved, gluten-free certified co-packing and co-manufacturing facility.
The Bottom Line
If your goals include scaling, saving, or producing specialty products, a co packing partner is the key. Econo Pak delivers the speed, expertise, and reliability your brand needs to grow with confidence.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
What Is the Best Way to Pack Dried and Freeze Dried Snacks?
Comments Off on What Is the Best Way to Pack Dried and Freeze Dried Snacks?
Dried and freeze dried snacks continue to grow in popularity as brands look for ways to offer convenience, long shelf life, and nutrient dense options. With so many new products entering the category, choosing the right packaging format is one of the most important decisions for both product quality and customer experience. The right pack keeps moisture out, protects delicate textures, and helps your brand stand out.
Below are the top packaging formats that work best for dried and freeze dried snacks and why each one matters.
Stand Up Pouches
Stand up pouches remain one of the most popular options for dried and freeze dried products. They are lightweight, flexible, and offer strong barrier protection against oxygen and moisture. Their upright shape creates space for bold branding and easy shelf display. Resealable closures also help maintain freshness once opened, which is ideal for snacks that are eaten over time.
Pillow Pouches
Pillow pouches are a great choice for single serve snacks and portion controlled packs. They offer strong protection while keeping packaging costs efficient. Because pillow pouches use minimal materials, they support sustainability goals and are perfect for grab and go items like fruit crisps or dehydrated veggie chips.
Flow Wrap
Flow wrap is a strong choice for dried snacks that need speed, efficiency, and tight sealing. This format creates a snug film around the product and offers a clean, uniform appearance. Flow wrap is ideal for individually wrapped fruit bars, clusters, or shaped snacks that need consistent protection during transport and display.
Bag in Box Formats
For large quantity snacks or food service applications, bag in box formats offer durability, long shelf life, and easy dispensing. They protect product quality during transport and are a strong fit for brands that serve both retail and wholesale customers.
Why Packaging Choice Matters
Dried and freeze dried snacks are sensitive to moisture, light, and oxygen. Selecting the wrong format can lead to texture loss, clumping, or reduced flavor. The best packaging not only preserves quality but also influences customer satisfaction, brand trust, and supply chain efficiency.
Econo Pak Is Your Packaging Solution
From flexible pouches to flow wrap to specialty formats, Econo Pak has the capabilities to pack dried and freeze dried snacks with precision, consistency, and food safety in mind. Econo Pak has and is the solution.
What Are 7 Things Food Brands Should Look For in a Co-Packer?
Comments Off on What Are 7 Things Food Brands Should Look For in a Co-Packer?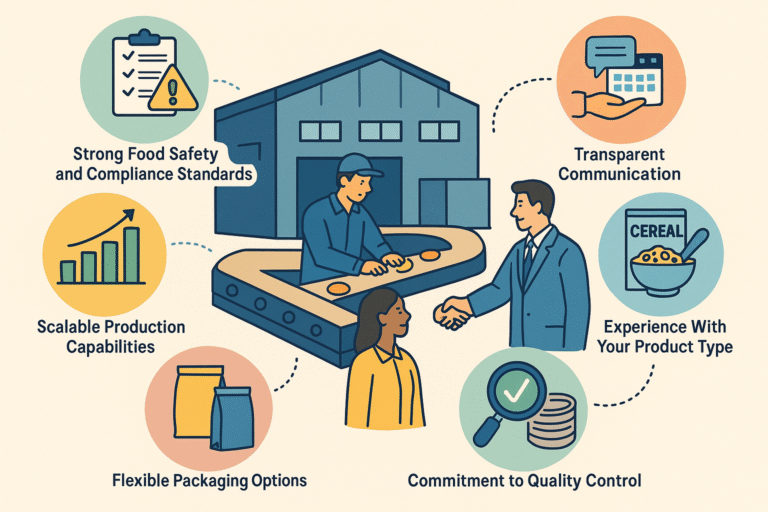
Choosing the right co-packer is one of the most important decisions a food brand can make. The right partner can help you scale fast, protect product quality, reduce complexity, and strengthen your brand reputation. The wrong partner can slow growth, damage customer trust, and create costly production issues.
Here are seven key things to look for when choosing a co-packing partner!
1. Strong Food Safety and Compliance Standards
Your co-packer should hold industry-recognized certifications and follow strict food safety programs. Look for certifications such as FDA registration, gluten-free certification, organic handling, SQF or similar quality programs, and ethical sourcing certifications like Sedex. These credentials protect both your product and your brand’s reputation.
2. Scalable Production Capabilities
A co-packer should have the ability to support your brand now and as it grows. That includes multiple production lines, flexible batch sizes, and the ability to scale quickly without compromising quality or lead times. This is what we specialize in, here at Econo-Pak!
3. Flexible Packaging Options
Today’s food brands need packaging variety. Your co-packer should be able to fill and seal a wide range of packaging formats such as pillow pouches, single serve packs, stand up pouches, cups, cartons, and multi-pack configurations. The more capabilities under one roof, the fewer vendors you have to manage.
4. Transparent Communication
Clear timelines, accurate forecasting, and proactive updates are all signs of a reliable co-packing partner. You should always know your production status and have access to real people who can answer questions quickly. At Econo-Pak, we offer a dedicated customer service person for your convenience and easy access to a real person!
5. Commitment to Quality Control
Look for in-house quality checks at every stage of production, from raw ingredient receipt to final quality assurance. Consistency matters, especially when your product ends up on shelves at national retailers.
6. Experience With Your Product Type
Snacks, dry mixes, powders, granola, cereals, functional foods, and shelf-stable products all require different handling and equipment. A co-packer experienced in your exact category will already understand the challenges, compliance needs, and ideal production flow.
7. A True Partnership Mindset
The best co-packers act like an extension of your team. They care about your brand success, not just the production run. Look for partners who offer guidance on packaging design, efficiency improvements, ingredient sourcing, and sustainability options.
Why This Matters to Econo-Pak
The co-packer you choose is a direct extension of your brand. When you partner with Econo-Pak, you are choosing a team with more than 40 years of food packaging experience, 500,000 square feet of production space, and a proven track record of helping food brands scale with confidence.
Econo-Pak offers high-speed production lines, strict food safety certifications, and a wide range of package formats under one roof, which means fewer vendors, faster turnaround times, and more control over product quality. Our priority is protecting your brand reputation while giving you the flexibility to grow, launch new SKUs, and meet retailer demands without disruption.
With Econo-Pak, you are not just buying a packaging service. You are gaining a long-term partner who is invested in your success, just as much as you are.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
How Can Offering Multiple Packaging Sizes Improve Sustainability?
Comments Off on How Can Offering Multiple Packaging Sizes Improve Sustainability?
When companies look for ways to improve sustainability, packaging is often one of the first places to start. Choosing the right size package does more than just affect the customer experience. It can also significantly reduce excess waste, improve transportation efficiency, and help brands align with long term sustainability goals.
Offering a variety of packaging sizes gives brands more flexibility in how products are shipped, stored, and consumed. This flexibility leads to measurable environmental benefits.
1. Less Material Waste
When products have packaging that fits their volume or weight more precisely, there is less unused space. That means less cardboard, plastic, film, or filler materials are needed. By matching packaging size to product size, brands can cut down on material usage and reduce overall waste generation.
2. Reduced Transportation Emissions
Right-sized packaging improves pallet and truck utilization. Smaller or properly sized packages allow more units to fit in each load. This helps companies ship more product using fewer trips. Fewer trips mean lower fuel consumption and reduced carbon emissions throughout the supply chain.
3. Lower Energy Usage in Production
Packaging materials require energy to produce. When less material is used per unit, total energy demand decreases. Even small reductions in packaging footprint can create meaningful energy savings when applied across high-volume production.
4. Better Alignment With Retail and Consumer Needs
Variety in packaging size also prevents over-purchasing and waste at the consumer level. For example, family-size options might serve high-volume buyers, while single-serve formats can reduce food waste for individuals. When customers can choose the size that fits their needs, waste is minimized at the end of the product lifecycle.
5. Easier Compliance With Sustainability Targets
Many retailers and manufacturers have set specific sustainability KPIs related to packaging weight, recyclability, and landfill diversion. Packaging size variety helps meet these goals by providing more efficient options without compromising product protection or shelf appeal.
How Co-Packers Like Econo-Pak Support These Sustainability Outcomes
Working with an experienced co-packer makes it easier for brands to access a wide range of packaging formats without building new internal infrastructure. Econo-Pak’s equipment flexibility allows brands to right-size their packaging based on volume, distribution plans, and sustainability priorities.
From lightweight single-serve film to large volume cartons, Econo-Pak helps companies choose formats that reduce waste, improve transportation efficiency, and support eco-friendly initiatives.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Why is Flexibility in Packaging Lines Critical in Seasonal Demand?
Comments Off on Why is Flexibility in Packaging Lines Critical in Seasonal Demand?
When seasonal demand hits, brands must adapt quickly. From holiday snacks to limited-edition flavors, product demand can surge overnight. The ability to respond fast without slowing production or compromising quality depends on one key factor: flexibility! Econo-Pak does this right.
Meeting Seasonal Spikes Efficiently
Seasonal peaks can put enormous pressure on packaging operations. A flexible packaging line can adjust run sizes, materials, and formats to match changing needs. This means products reach store shelves faster, helping brands stay competitive and meet consumer expectations on time.
Reducing Downtime and Costs
Rigid systems slow down when new SKUs or packaging sizes are introduced. Flexible lines minimize these interruptions by allowing quick changeovers and streamlined setups. This reduces waste, lowers downtime, and maximizes output especially during periods when every minute counts.
Supporting Brand Innovation
Seasonal launches are often opportunities to test new flavors, designs, or promotions. A flexible packaging system allows brands to experiment without large production commitments. This agility encourages innovation and helps brands capture market attention with limited-run or specialty items.
How Econo-Pak Delivers the Flexibility You Need
At Econo-Pak, flexibility is built into everything we do. Our advanced equipment can accommodate a wide range of packaging formats, from flow wrapping and pouches to cartons and variety packs. With a highly trained team and scalable operations, we can adjust production quickly to meet any seasonal surge.
Whether you are ramping up for the holidays or planning a promotional release, Econo-Pak ensures efficiency, speed, and quality every step of the way.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Why Is End to End Procurement Cost Effective?
Comments Off on Why Is End to End Procurement Cost Effective?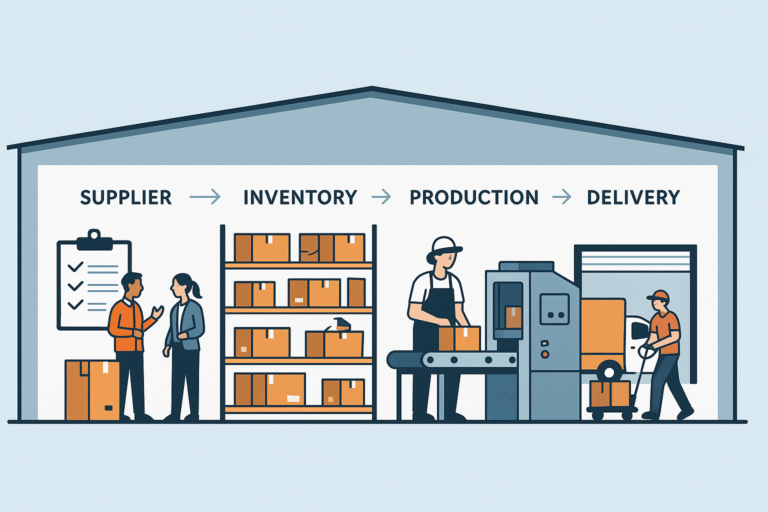
When brands choose a co-packer, they want more than production capacity. They want reliable supply, faster timelines, and cost control. End to end procurement helps deliver all three by managing every part of the sourcing process from vendor selection to delivery.
What Is End to End Procurement?
End to end procurement means the co-packer oversees material sourcing from start to finish. This includes supplier negotiations, inventory planning, logistics, and delivery timing. Instead of working with multiple vendors, brands benefit from one partner who coordinates the entire supply chain.
How It Improves Stability
By working directly with trusted suppliers, procurement stays aligned with production schedules. This reduces the risk of material shortages, delays, or last-minute pricing issues. Brands gain more visibility and smoother planning, even when market conditions shift.
Time Savings
With centralized sourcing, brands no longer need to manage supplier quotes, contracts, or logistics on their own. This cuts down on communication steps and speeds up production launches. The result is a faster path to market and less time spent on administration.
Cost Reduction
Because a co-packer negotiates at scale, brands benefit from better pricing. Costs are also reduced through fewer freight delays, less excess inventory, and stronger long-term supplier agreements. Consolidated purchasing power leads to measurable savings. Here at Econo-Pak we offer a fixed cost solution.
Why Econo-Pak Is the Right Partner
Econo-Pak brings years of procurement experience and strong supplier relationships that help protect brands from supply chain disruption. Our team manages sourcing in direct alignment with production timelines so materials arrive when they are needed and at the best possible value. We streamline communications, handle negotiations, and maintain pricing consistency so brands can scale without added complexity.
With Econo-Pak as your procurement partner, you gain efficiency, cost stability, and peace of mind through a fully supported sourcing process from beginning to end.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
How Does Flow Wrapping Keep Products Fresh and Shelf Ready?
Comments Off on How Does Flow Wrapping Keep Products Fresh and Shelf Ready?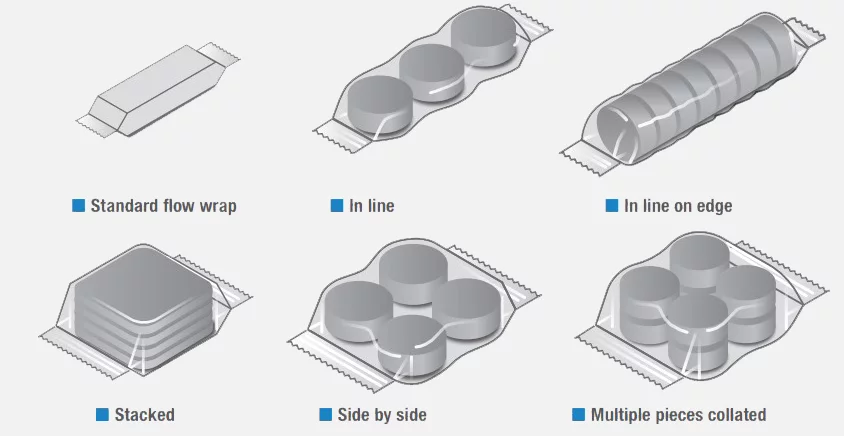
When it comes to food packaging, freshness and presentation matter most. Flow wrapping is one of the most reliable and efficient packaging methods for protecting food products, extending shelf life, and ensuring a clean, consistent look on store shelves. At Econo-Pak, our advanced flow wrapping systems are designed to maintain quality while maximizing efficiency.
What Is Flow Wrapping?
Flow wrapping, also known as horizontal form-fill-seal packaging, is a process where a continuous film is formed around a product, sealed on the sides, and then cut into individual packages. This method creates a tight, protective barrier that keeps out moisture, air, and contaminants. The result is a hygienic, attractive package that consumers can trust.
Freshness That Lasts
One of the key benefits of flow wrapping is its ability to preserve freshness. By sealing products quickly and securely, the process minimizes exposure to oxygen and humidity, two major factors that lead to spoilage. Whether it’s snacks, baked goods, or dry mixes, flow wrapping locks in flavor, aroma, and quality from production to consumption.
Shelf-Ready and Consumer-Friendly
Beyond protection, flow wrapping delivers a polished, shelf-ready appearance. The consistent size, smooth seals, and clear or branded film options help products stand out at retail. Flow-wrapped packages are also easy to open, resealable when designed with features like zippers, and ideal for single-serve or multi-pack formats. This flexibility makes them perfect for today’s on-the-go consumers.
Efficiency That Supports Your Brand
At Econo-Pak, our flow wrapping lines are built for speed and accuracy. With automated systems that handle high volumes without compromising quality, we help food brands meet demand while maintaining freshness and presentation. Our process also reduces material waste and supports sustainability goals through efficient film usage and recyclable packaging options.
Why Choose Econo-Pak for Flow Wrapping
Econo-Pak specializes in customized flow wrapping solutions for a wide range of dry food products. Our team ensures every package meets strict quality and safety standards, backed by certifications like SQF Level 3 and FDA compliance. From flow wrapped biscuits, cookies, and much more, we deliver packaging that keeps your products fresh, safe, and shelf-ready.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
How Do You Choose the Right Co-Packer for Your Food Brand?
Comments Off on How Do You Choose the Right Co-Packer for Your Food Brand?How to Choose the Right Co-Packer for Your Food Brand
Choosing the right co-packer is one of the most important decisions a food company can make. The right partner protects your brand, keeps costs under control, and helps you scale. The wrong one can lead to delays, quality issues, or missed opportunities. Here is what to look for when evaluating a co-packing partner and why Econo-Pak is the ultimate solution.
Food Safety and Certifications
Food packaging companies must meet the highest standards of safety and compliance. Certifications like SQF Level 3, FDA registration, GMP, HACCP, gluten free, kosher, organic, and Sedex prove a co-packer is equipped to handle your products responsibly. Econo-Pak holds all of these certifications and maintains strict quality testing every hour to ensure consistency. With no history of product recalls, their record speaks for itself.
Capacity and Flexibility
As your brand grows, your co-packer should grow with you. Econo-Pak operates more than 200 packaging machines inside a 240,000 square foot facility with a major expansion underway. Whether you need pouch filling, cartoning, flow wrapping, or variety packs, their scale and technology give you speed and flexibility without bottlenecks.
Cost Transparency
Hidden fees can eat away at margins. That is why Econo-Pak offers a fixed price model so brands know exactly what to expect. Transparent pricing and defined project scopes allow you to plan confidently and avoid costly surprises.
Proven Experience
With more than 40 years of co-packing expertise, Econo-Pak has supported both startups and Fortune 500 food companies. Trusted by household brands and praised for exceeding KPIs in quality and efficiency, they have the track record to back up their claims.
Econo-Pak: The Ultimate Co-Packing Partner
When choosing a co-packer, look for certifications, scale, transparent pricing, and proven reliability. Econo-Pak delivers all of that and more. Their commitment to food safety, large scale capabilities, and dedication to customer success make them the go-to co-packing solution for dry food brands ready to grow.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
Why is Portion Controlled Packaging Essential for Today’s Consumers?
Leave a Comment
Meeting today’s consumer expectations
Consumers are more conscious than ever about convenience, health, and value. They want products that fit their busy lifestyles, help manage portions, and deliver consistent quality. Portion controlled packaging is one of the most effective ways food brands can address these evolving demands. By offering products in single-serve or pre-measured sizes, companies not only meet shopper expectations but also strengthen their position in competitive markets.
Convenience and on-the-go lifestyles
From commuters to parents packing lunches, convenience is a driving factor in consumer decisions. Portion controlled packs make it easy for people to grab exactly what they need without extra effort. Whether it’s a snack-sized bag of pretzels, single-serve cookies, or a ready-to-pour seasoning packet, this format aligns with the fast-paced lives of today’s consumers.
Supporting health and wellness goals
Health-conscious shoppers are increasingly mindful of calories and portion sizes. By pre-measuring servings, portion controlled packaging helps consumers stick to dietary goals without sacrificing enjoyment. This builds trust and loyalty, as shoppers can confidently choose products that support healthier choices.
Reducing food waste
Another key advantage is minimizing waste. Pre-portioned packaging ensures consumers open only what they plan to eat, extending freshness and reducing the chance of spoiled or wasted food. This also aligns with growing sustainability expectations, showing that brands care about efficiency and responsibility.
Expanding commercialization opportunities
For manufacturers, portion controlled packaging opens the door to new channels. Products in smaller pack sizes are ideal for vending machines, convenience stores, airlines, and food service markets. They also fit well into variety packs for supermarkets and club stores, creating more opportunities to reach diverse audiences.
How Econo-Pak helps
At Econo-Pak, we specialize in high-volume portion controlled packaging for snacks, dry foods, and more. With over 200 state-of-the-art machines and more than 30 packaging formats, we provide flexibility to meet demand across markets. From supermarkets and club stores to vending, convenience, and food service, our portion controlled solutions help brands grow while delivering exactly what consumers want.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.
What Is the Role of Automation in Achieving Volume Flexibility?
Leave a Comment
In today’s food industry, demand isn’t always predictable. One week, a brand might need a small run for a seasonal product; the next, they could be scaling up to meet nationwide distribution. That’s where volume flexibility comes in—and automation plays the starring role.
At Econo-Pak, automation isn’t just about speed. It’s about building a system that can scale, adapt, and deliver—no matter the project size.
Flexible Machinery for Changing Demands
With over 200 state-of-the-art packaging machines, our automated systems can shift between packaging types quickly. From pouches to flow wrapping to volume filling, flexibility is built into our operations. As our Maintenance Manager, Jared Ellsworth, puts it: “We change things over on a daily basis.”
That means clients don’t have to worry about whether we can handle their product—we can pivot to meet the need.
Scaling Smart: From Manual to Automated
Not every project starts with full automation. For many new SKUs, we begin with manual runs to better understand product handling and throughput. Once the process is refined, automation is introduced to increase speed, precision, and efficiency.
This step-by-step approach lets brands grow without the upfront strain of large-scale automation—while still knowing the option is there when they need it.
The Power of Robotics
Automation at Econo-Pak isn’t just about machines; it’s about robotics, too. Collaborative robots (cobots) and pick-and-place systems help us handle repetitive tasks like sorting, loading, and sealing.
The result? Faster turnaround times, fewer errors, and reduced strain on human workers. Robotics make it possible to adapt packaging lines to different volumes and formats without losing efficiency.
Quality and Control at Every Volume
Automation also ensures that quality never slips—whether we’re producing a short run or millions of units. With in-house filling operations, real-time monitoring, and rigorous checks, every package meets the highest standards.
This is especially important when volumes fluctuate, since consistency is what keeps food brands trusted in the market.
Continuous Investment in Flexibility
We don’t stop at “good enough.” Each year, Econo-Pak invests in new equipment—from bag-in-box bagging to advanced cartoning lines—that push automation further. These upgrades allow us to serve more clients, meet more formats, and handle higher volumes without compromising on quality.
Let's start scaling.
Is your demand outpacing your ability to package your own product? Then consider outsourcing with Econo-Pak.
With over 40 years of experience working with both small brands and Fortune 500 companies, we are capable of handling your specific dry food product.
Get in touch with our team for a fixed-price quote for your project.